
In light of my unabashed criticisms, I was particularly surprised to get a call from Lawrence Abbot at Entre'prise around Thanksgiving of 1999 asking me if they could send me some freeb samples of their parts and receivers for evaluation. Lawrence apparently had taken over quality control responsibilities and found that indeed my comments did have merit. He oversaw changes that might improve the quality of the product - hopefully turning it into something that could be assembled without significant modifications to both the receiver and the "in spec" parts kit. Coupled with an alleged interest in improving their customer service reputation, Walt and Lawrence actively solicited feedback from the FAL building community and claim to have made substantial headway in redressing customer complaints.
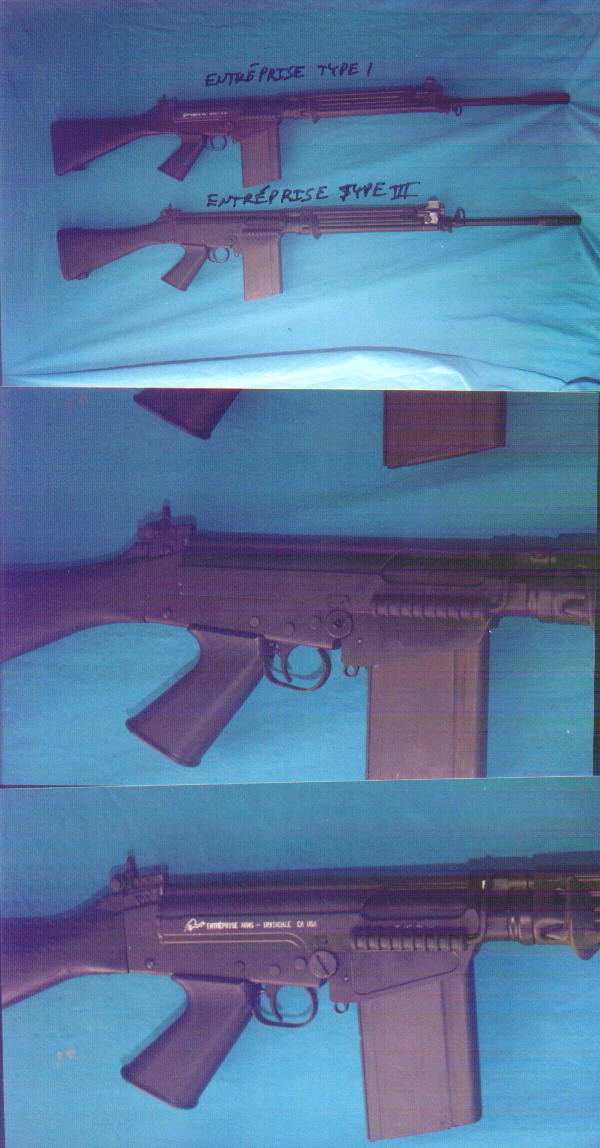
I received the receivers, a Type I (GRV 28779) and a Type III (KR3615) on January 17, 2000. I began my evaluation with careful photographic documentation, which demonstrated serious problems with the font magazine notch, barrel timing, and feedramp geometry. Lawrence admitted these receivers were defective and issued a call tag for their return before I had completed my evaluation. I don't know if they sold any of this production run to others, and if they did, if they recalled those as well.
The replacement Type I and Type III were noticeably improved in the areas I had observed in the first samples. Follows a photographically documented review of the Type I and Type III Entre'prise receivers.
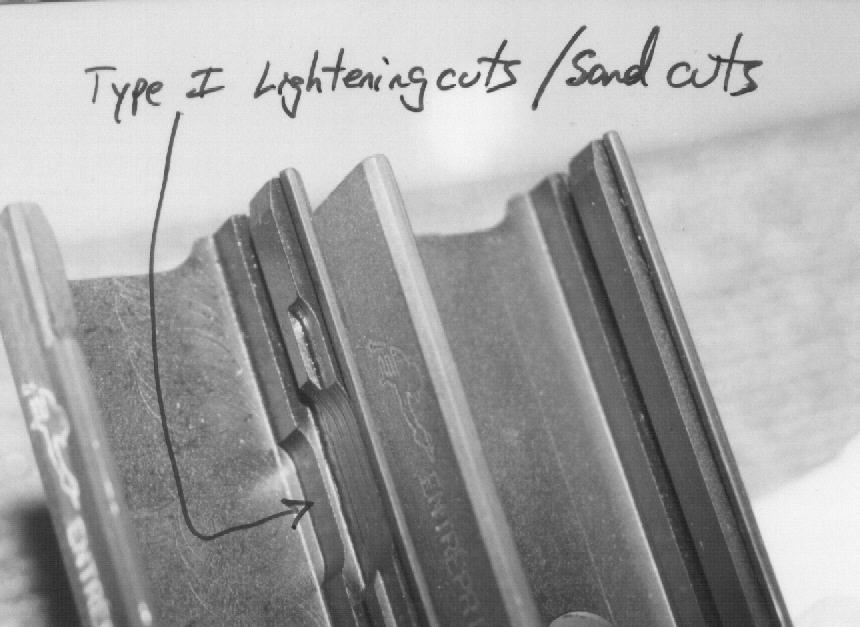
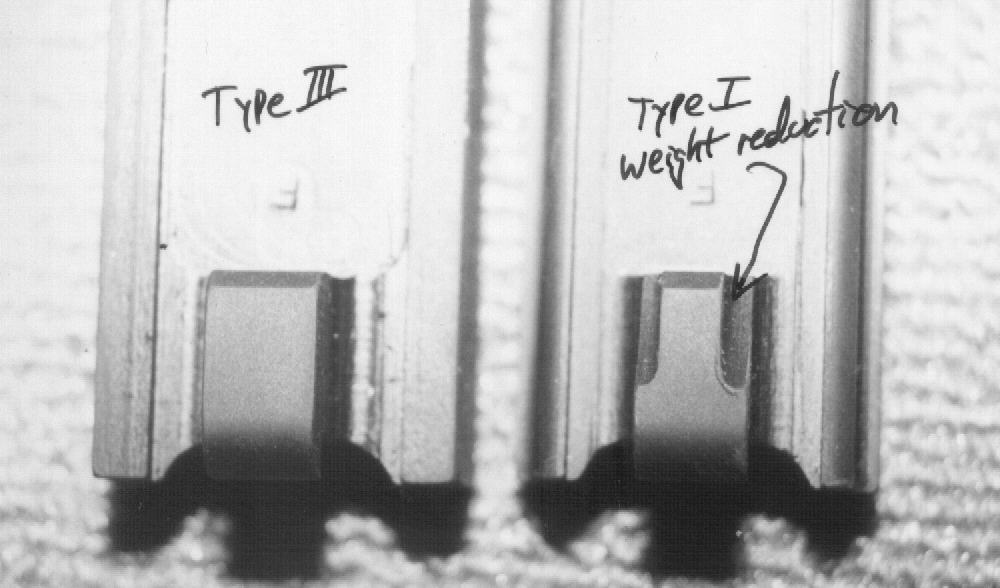
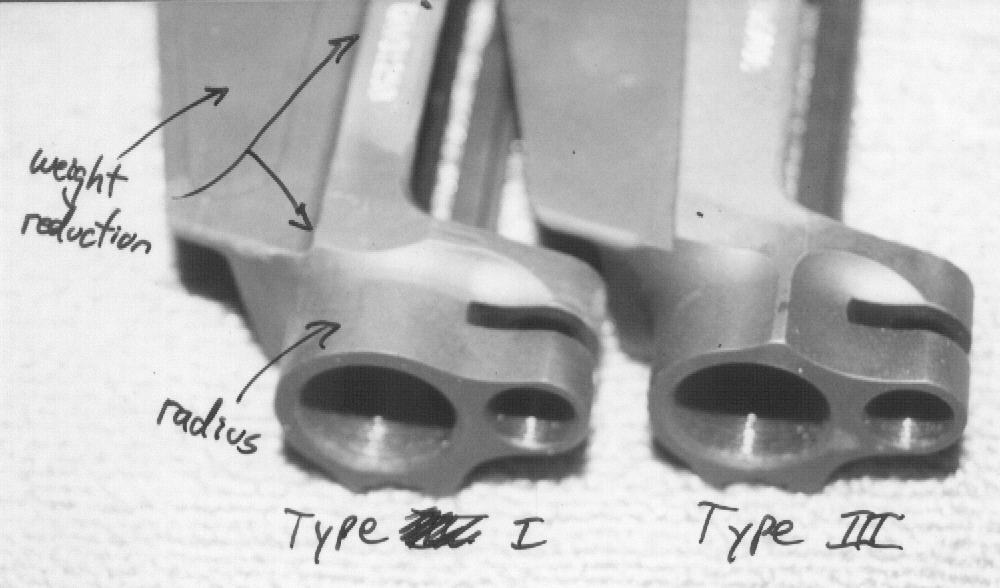
The Type I has all the appropriate weight reducing (lightening, not lightning) cuts and sand cuts on the inside. In theory, the bolt carrier will push debris into these cuts so as to keep the debris from affecting operation. Additionally, a Type I is approximately 3.5 ounces lighter than a Type III.
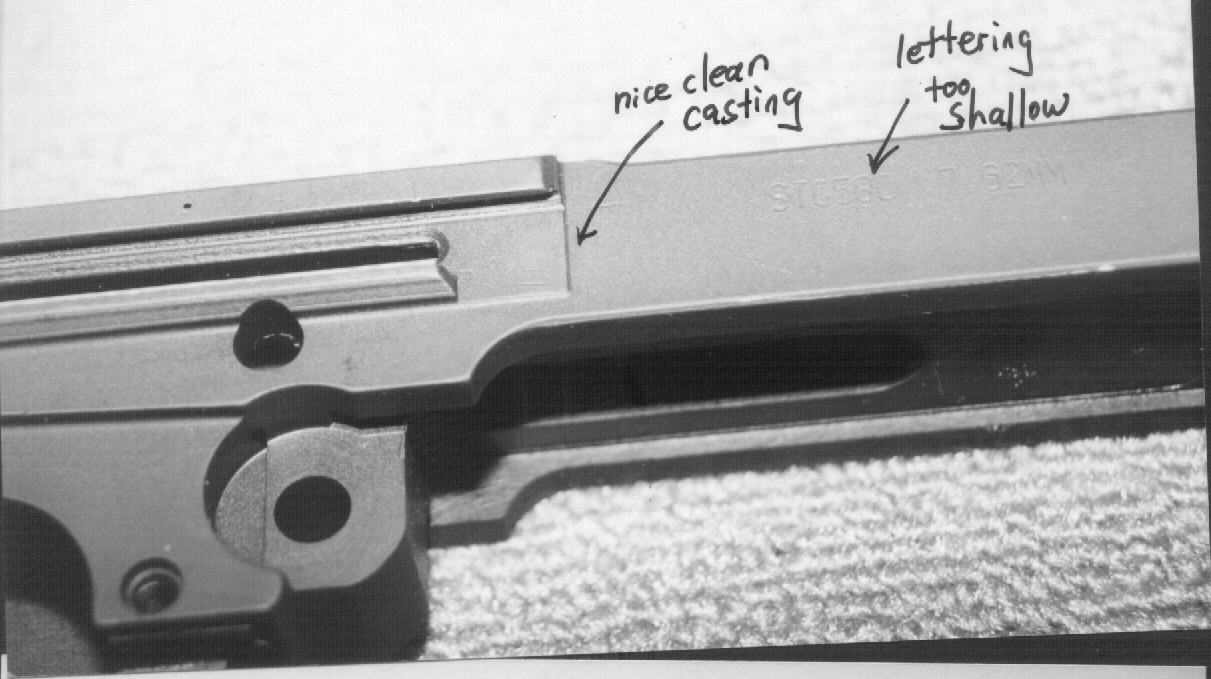
Entre'prise's earlier receivers were machined from billet. This receiver is cast. Lawrence states the receiver is "induction heat-treated at the front ring and drawn back toward the receiver center." FN receivers are competely heat treated and Imbels are induction heat treated at several locations, including the receiver ring, hammer slot, locking ledge, etc. I have no opinion on the functional affect, if any, of this different process. Soft edges of some of the lines gindicate the receiver started as a casting. Lines on earlier receivers are sharper.
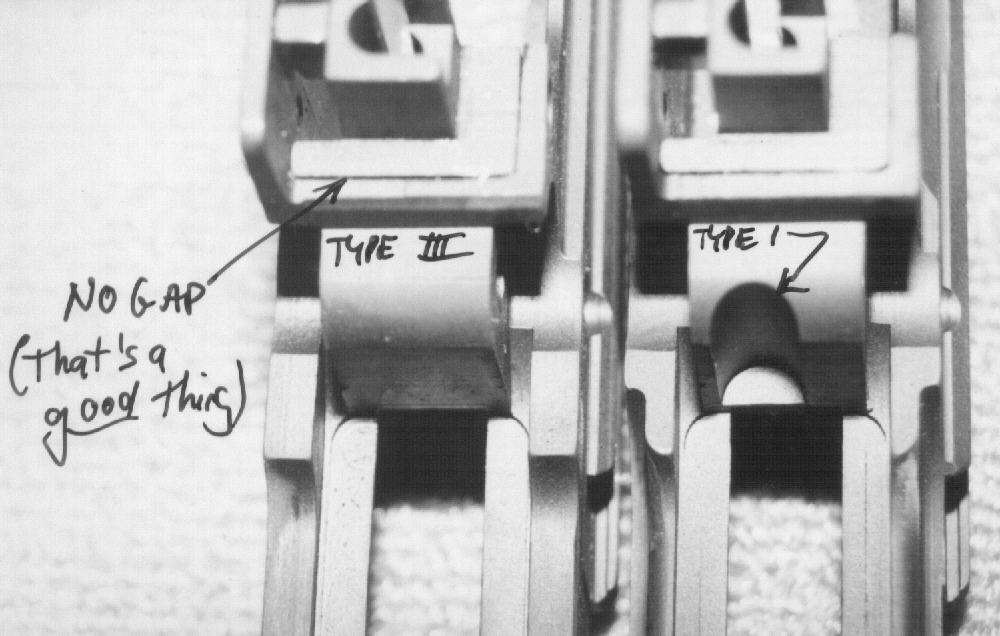
The ejectorblocks fit snugly with no gap, unlike the visible gap typical of late production Armscorp receivers. The retaining pins are machined flush and difficult to discern (which is a good thing). The type I has the appropriate lightening cut. The width at the hinge portion of the receiver is perfect, giving a tight fit to the lower.
The locking shelf has the appropriate Type I lightening cut. Shelf is not deep enough (contrasting with earlier Entre'prise that were too deep). The lever locking body moves all the way forward and contacts the rear of the lower receiver. There was no discernable movement when using a paratrooper lever, locking body. It points forward and has a bit more travel than the standard verticle on. The vertical lever locking body bottomed out against the rear of the receiver and still permitted significant movement of the upper and lower, mitigated somewhat by tightening the Hinge pin more than usual. (Lawrence thanked me for this observation and claims to have rectified it). The ledge on the reaceiver should be slightly higher to take advantage of the tapered locking body. The lever, locking body, should be a few degees short of contact with the receiver. As parts wear, this feature allows the parts to self-adjust and retain a tight upper to lower receiver fit. This fit is crucial to accuracy as the front sight is on the upper and the rear sight is on the lower. Any slop between the two affects the relationship between the front and rear sight, and therefore accuracy.
The front of the Type I has the correct radius and lightening cuts. Nicely done.
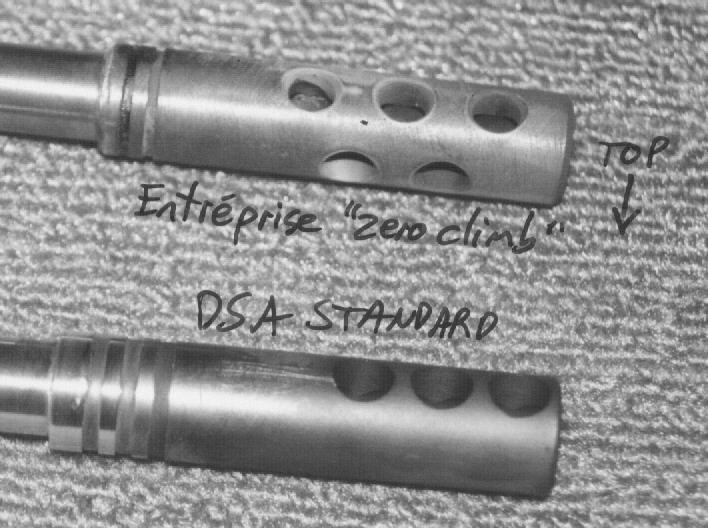
Entre'prise supplied some US parts, tools, and a muzzle brake. I opted not to use their US parts on these rifles and used proven DSA parts. That is not to say there is anything wrong with their parts. I have reviewed them seperately. (See Entre'prise FAL Parts Review for details). I did use their "Zero-climb" muzzlebrake, which looks like the DSA brake, with the addition of two top ports. The machining is slightly rougher than the DSA, however the edges of the holes are chamfered, which is a nice feature the DSA does not offer. Furthermore, my sample indexed correctly, which the DSA only does sometimes. Both brakes are sanded after soldering and before Parkerizing. The Entre'prise brake came a light (Zinc Phosphate?) gray.
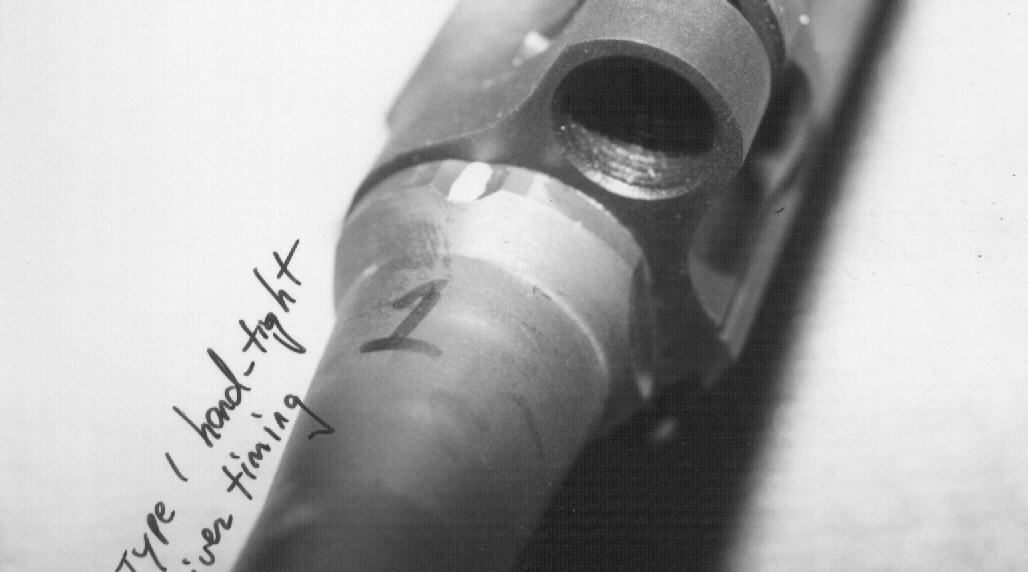
The Type 1 hand tightened fine, I still shaved .001"-.002" off the shoulder before final torquing. Both guns headspaced in what I consider an average range, that is .256"-.260" locking shoulder.
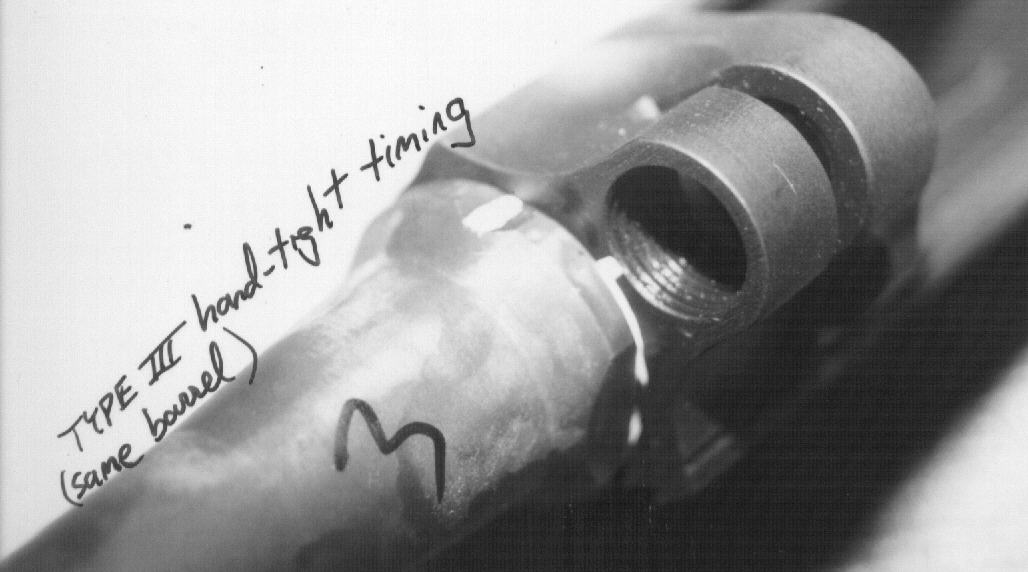
The Type III also timed correctly. I am concerned about the thread engagement. It was far looser than a DSA or Imbel receiver and prior to torquing, there was considerable lateral play. Now there are complete books written on the why's and wherefores of thread engagement and shear strength (Tubal Cain's "Drills, Taps and Dies" 103pp from Brownell's is a good primer). Generally speaking, 100 percent thread engagement gives three times the thread strength as the shear strength of the shank and 60 percent engagement is still twice as strong in thread shear strength as the shank that is threaded (or in simplespeak, the barrel will break before the threads). In most cases, greater than 80 percent thread engagement is a waste of time and machining cost. So I am not suggesting that this is necessarily a defect. It could be the depth of the threads, the lead or trail angle, or even a worn tap that is not indicative of "average" Entre'prise receivers. On the other hand, it is noticeably different than any of the hundreds of original FN and FN licensed receivers I have worked with.
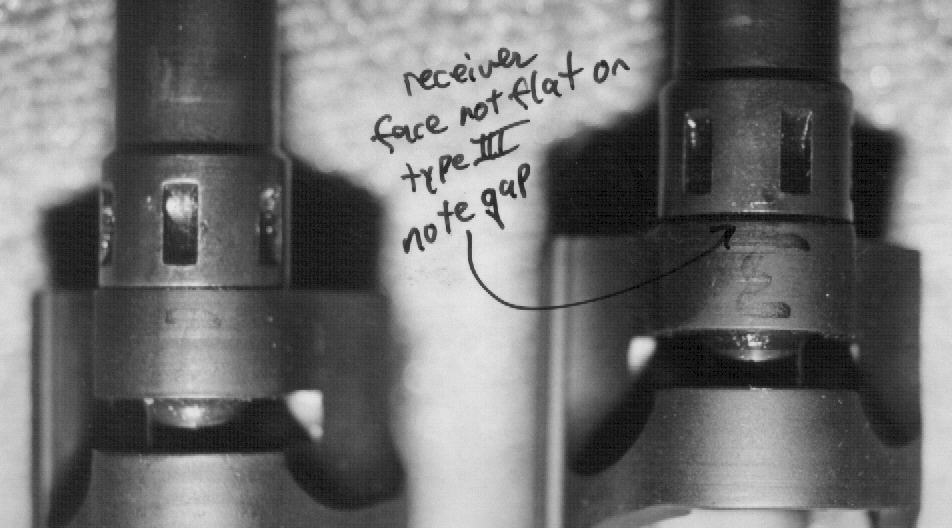
The front receiver face was not square on one of the receivers. One rear gas tube support screwed in fine, the other as you can see in the picture, does not contact the receiver face evenly. While flush at 6 o'clock, there is a noticeable gap at 12 o'clock. It is interesting to note also that this second receiver required a spanner wrench for the last 4 turns. I could have chased the threads (9/16x24 RH) but wanted to see how much effort was going to be required. While this does not affect function, it is sloppy and something Entre'prise should examine.
The most obvious flaw is the recess for the dustcover is not deep enough on either receiver. While easy to trim the dustcover to fit flush (lower cannot be closed in this configuration) this should be fixed. A good point is the correct stop on the right side dustcover rail. The Hesse receiver is cut incorrectly here, which precludes the use of short dustcovers like the stripper clip guide type (firing throws the guide forward to obstruct the ejection port).

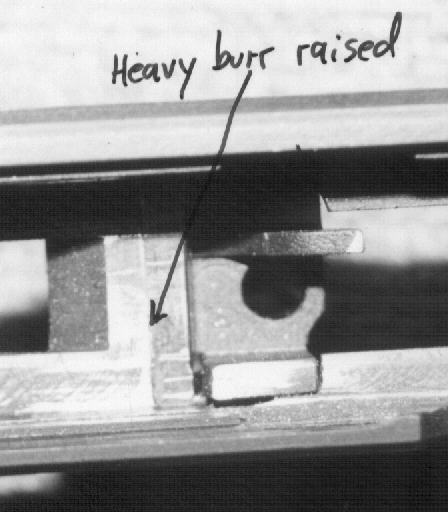
The locking shoulder holes were too tight on both receivers. I have built enough FALs that I know how much force should be required to push a new locking shoulder into place. Even dramatically increasing the force was insufficient. I had to slightly reduce the diameter of the locking shoulder. Unlike the first receivers they sent, the dimensions of the recess for the locking shoulder "leg" were correct on these. Driving the locking shoulders in raised a burr of metal inside the receiver which I had to file off. This is an absolutely critical dimension, and one off which other receiver dimensions are calculated. While only a minor inconvenience, I recommend Entre'prise reexamine their code or the frequency of tooling change for this critical cut. Furthermore, the hole appeared to be wider at the middle than on either end. I lack the necessary ID gauges to determine this for certain, but if true, may affect headspace over time as the locking shoulder "bows" in the middle. (followup: Lawrence told me this was to prevent locking shoulder "setback" an event where the locking shoulder presses back against the receiver during firing, increasing the headspace slightly. I describe this process more completely in "Gunplumber's Guide to FN FAL Home Gunsmithing." I am unclear why the undersize hole is the solution. FN contract guns are built with a tight initial headspace to compensate for this phenomenon, which only occurs durring the first few rounds.)
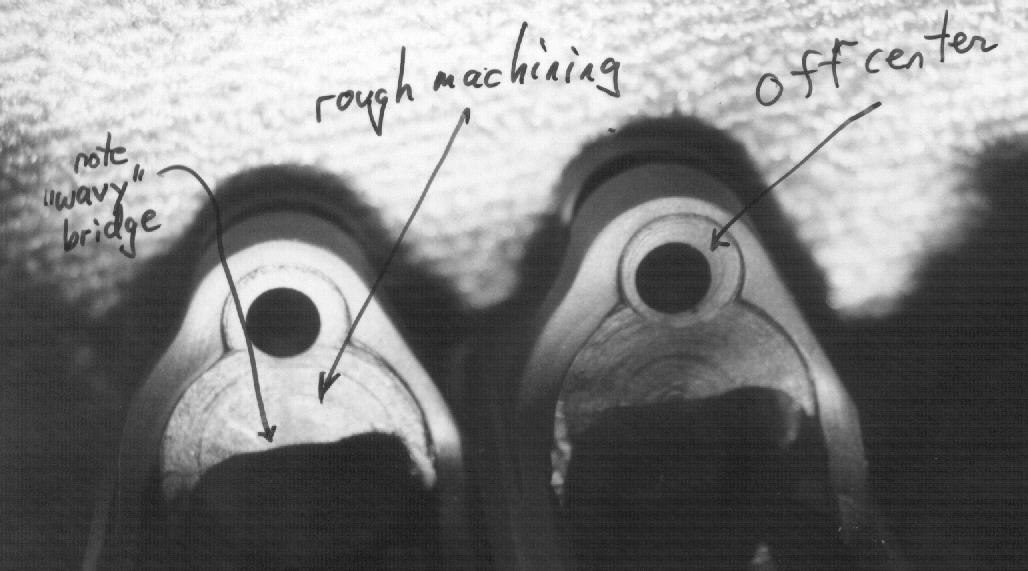
Here we see the worst of the flaws. The machining on the inside receiver face is very rough. While machine marks themselves are of little consequence, the pattern here seems to indicate either non-homogenous steel or badly worn or damaged tooling. You will also note the non-concentricity of the gas piston hole and the relief cut around it. It seems to be the relief cut, not the hole, that is off. The depth is too shallow as well, as demonstrated by the dustcover fit. (followup: Lawrence claims this is not a problem as it does not affect function and he claims to have fixed it)
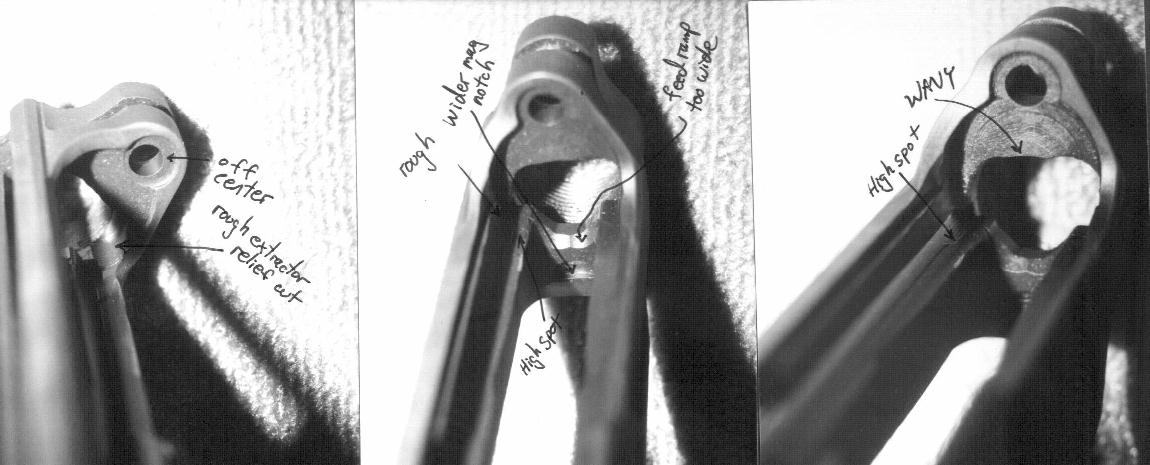
Here you can see the extremely rough cuts under the receiver bridge. The extractor relief cut looked threaded it was so rough, as was the cut on the opposite side. You can also see both here and in the previous picture that the bridge is wavy. I couldn't photograph the underside of the bridge, but it too was off. It is supposed to be flat - it cams the front of the bolt down. These had an irregular double-bevel. There is supposed to be a radius on the right side for the extractor to cam outward, and a smaller one on the left, but you can see the center section is not flat either. This does not seem serious enough to affect operation, but again, Entre'prise, take note please.
The photograph that did not turn out well was a closeup of the feedramps. The radii are either too deep or too close together, as the ridge in the middle is smaller than on an FN receiver. This does not seem to have an adverse effect on operation. The same closeup showed the front recess for the tab on the front of the magazine. It is taller and wider than an original (but unlike earlier receivers is deep enough). One gun fit all magazines loosely. It still cycled fine, and perhaps its simply a stacking of errors with a worn mag catch and a pile of used magazines, but it also could be this notch was a bit too low.
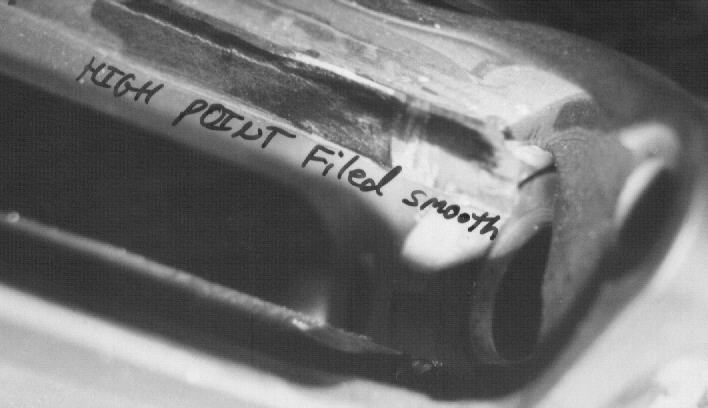
This spot drove me batty. Bolt and carrier closed fine on a rimless go gauge, but not on a rimmed go gauge, even with extractor removed. Turned out a slight raised portion (the area not colored black) was camming the bottom of the carrier up and right just enough that the face of the bolt would bind on the rim of the gauge. A few bit of careful filing through the cocking slide cut with a thin file remedied this. I did not mess with the area immediately above this spot. It is machined much rougher than the surrounding area, although a bit difficult to make out in this scan. (followup: Lawrence claimed that they pulled 10 receivers at random and assembled them into complete rifles in 20-30 minutes each, and experienced no such problems. All guns functioned flawlessly. I don't know what to say other than I am skeptical. I have no reason to doubt his truthfullness, but it takes me 20-30 minutes just to properly index and solder and cool a muzzle brake - and much longer just to clean and prep the parts. Perhaps the sample receiver he gave me was a fluke . . . .)
Follow-up. Lawrence was not pleased with my evaluation. While finding no fault in its technical accuracy, he kept saying that it would "hurt our relationship" and he has since removed me from their list of "recommended gunsmiths." I get the distinct impression now, in retrospect, that the receivers were not "no strings attached" as he originally claimed, but perhaps an enticement to revise my earlier comments. He then had the gall to then send me a bill for the receivers, but when I sent him a bill for my many hours of careful review and photographic documentation, he tried to sue me. Given what I consider extremely unethical behavior, I now have zero trust or confidence in the company or their representatives, and am not interested in purchasing or working on their products.